Автоматичний крайколичкувальний верстат UNO 1306 (Holz-Her)
- В наявності
1 679 250 ₴




Автоматичний крайколичкувальний верстат призначений для одностороннього обклеювання крайковим матеріалом заготовок з прямою торцевою поверхнею в одиночному або потоковому режимах. В якості крайкового матеріалу може бути застосований рулонний або у вигляді окремих смуг меламін, ABS, ПВХ, папір, а також натуральний шпон.
Незважаючи на малі розміри, в цьому верстаті реалізовані конструктивні рішення, які традиційно використовуються компанією Holz-Her в більш дорогих верстатах. Велика міцність і жорсткість зварної станини верстата забезпечує точність позиціонування заготовки і, як наслідок, висока якість обробки.
Опис:
Подача заготовок здійснюється оператором з робочого положення біля бокового торця верстата, де розташовується вузол подачі матеріалу кромки, а також панель управління.
Уздовж всієї станини верстата розташований ланцюговий конвеєр, який переміщує заготовки через всі обробні вузли, що встановлюються під захисним кожухом.
У комплектацію верстата входять: вузол подачі матеріалу кромки, вузол нанесення клею, вузол прикочення, торцовочний вузол, фрезерний вузол, обгінний вузол, циклювальний і полірувальний вузли. Для більшої зручності роботи з широкими і довгими заготовками верстат оснащений висувною підтримуючої опорою на відстань 600 мм.
Конвеєр оснащений змінними гумовими подушками і переміщується по прецизійним ходовим напрямним.
Верхня притискна балка з рівномірним розподілом тиску по всій довжині обладнана гумовими роликами і гарантує надійний притиск заготовок. Ручне регулювання притискної балки використовується при зміні товщини оброблюваних заготовок.
Обробні вузли верстата:
Автоматично подає керамічний матеріал, рулонний або у вигляді окремих смуг. Прослизання навіть найтонших крайок виключено завдяки наявності спеціального обрезиненного ремінця.
Система автоматично відстежує наявність керамічного матеріалу і здійснює його попередню обрізку по довжині за допомогою спеціальної гільйотини. Гільйотина являє собою пневматичний циліндр, зовнішній край штока якого виконаний у вигляді леза ножа. У разі роботи з окремими смугами гільйотину відключають. Для зручності роботи з матеріалом крайки в рулонах верстат обладнаний обертовою підтримуючою опорою, консольно прикріпленою до станини верстата.

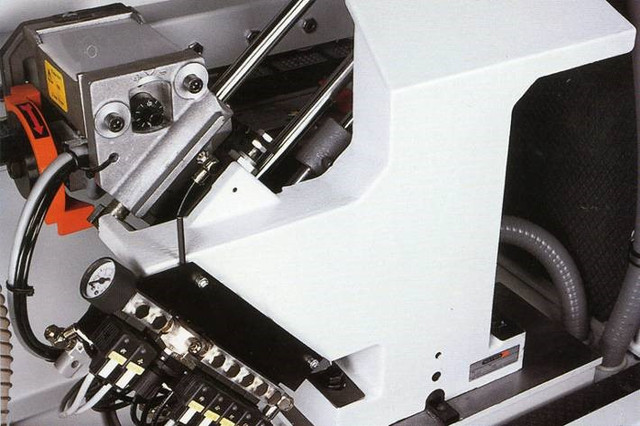
Система подачі клею у вигляді картриджів (патент Holz-Her) є закритою системою. Тобто розплавлений в необхідній кількості клей наноситься під тиском на торець заготовки за допомогою спеціальних форсунок. Такий спосіб нанесення клею дозволяє йому проникати і заповнювати навіть найдрібніші пори заготовки, що дає виняткову міцність і рівність приклеювання. Ще однією перевагою даної системи є тонкий і рівний клейовий шов. Точне дозування клею досягається завдяки нагріванню і нанесення під тиском лише необхідного його кількості. Завдяки цьому зміна кольору клею і його пригорання відсутні, в той час як багаторазовий розігрів клею в бачку після охолодження погіршує його клеючі властивості. Витікання клею неможливо, так як розплавлена частина клею наноситься під тиском спеціальними форсунками. Розігрів лише необхідної кількості клею скорочує час прогріву до 3-5 хвилин, а заміна типу / кольору клею проводиться шляхом заміни картриджа (ємність 330 г). Потужність, споживана для нагріву становить всього 1,9 кВт (!), Що становить лише третину потужності, що витрачається для розігріву клейового бачка.

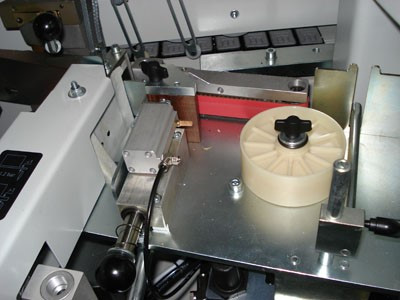
Состоит из трех роликов. Первый ролик приводной, большого диаметра и массы, что используется для эффективного охлаждения кромочного материала. Два последующих ролика холостые, меньше в диаметре и предназначены для окончательного прижима кромочного материала к заготовке. Таким образом достигается надежное качество приклеивания перед обработкой заготовки следующими узлами станка.
Служить для чистового обрізання переднього і заднього звисів крайки по торцях заготовки. Оснащений двома дисковими пилами діаметром 110 мм зі «стежачим» проходом в напрямку заготовки, що рухається і парою електродвигунів потужністю по 0,35 кВт кожен, що повертаються пневмосистемою в діапазоні 0...10 ° для формування фаски. Управління електродвигунами здійснюється за допомогою інвертора (статичного перетворювача частоти). Максимальна частота обертання становить 9000 об/хв.

По верхній і нижній пласті оброблюваної заготовки.
Знімання звисів крайки проводиться двома незалежними фрезерами - верхнім і нижнім. Фрези приводяться в обертання електродвигунами потужністю 0,6 кВт (!) кожен. Частота обертання фрез становить 18000 об/хв, що дозволяє отримати найкращі результати якості обробки.
Встановлений інструмент дозволяє виконувати фрезерування радіусу (R = 2 мм). Інструмент можливо замінити на плоский або радісний іншої величини.

Призначений для точного доведення кутів з метою підвищення якості виробів і поліпшення їх зовнішнього вигляду. Доведення кутів проводять ножовою голівкою. У комплект поставки входить інструмент для обробки радіуса 2 мм. Вузол оснащений електродвигуном потужністю 0,22 кВт. Частота обертання становить 9000 об/хв.

Призначений для якісного вирівнювання радіусів і фасок на крайках зі штучних матеріалів з метою видалення мікрохвилі. Вирівнювання проводиться верхнім і нижнім змінними ножами, профіль яких повторює профіль ножів фрезерного вузла.
Вузол автоматично налаштовується на товщину оброблюваної заготовки за допомогою копірів.
Вузол обладнаний двома аспіраційними патрубками для ефективного видалення стружки із зони обробки.

Призначений для фінішної обробки матеріалу кромки. Полірувальний вузол дозволяє видалити білястість, яка виникає після циклювального вузла і особливо помітна на товстих крайках зі штучного матеріалу.
Фінішна обробка проводиться верхнім і нижнім текстильними полірувальними колами, які приводяться в обертання від двох електродвигунів потужністю по 0,09 кВт кожен. Частота обертання становить 1400 об/хв. Для досягнення найкращих результатів фінішної обробки електродвигуни можуть бути нахилені один до одного під кутом до 5 °.
Управління верстатом:

Управління крайколичкувальними верстатами серії UNO здійснюється за допомогою ергономічного пульта, який стаціонарно прикріплений до станини в зоні подачі заготовок.
Мінімально необхідний набір кнопок і регуляторів на його панелі в поєднанні з цифровими індикаторами створюють зручний і інтуїтивно-зрозумілий інтерфейс для повноцінного управління верстатом.
Кнопка аварійної зупинки розміщена зверху і завжди доступна оператору в екстрених випадках.
| Основні | |
|---|---|
| Виробник | Holz Her |
| Країна виробник | Німеччина |
| Додатковий сервіс | Установка, Сервісне обслуговування, Навчання |
| Стан | Новий |
| Технічні характеристики | |
| Споживаний струм, А | 39,5 |
| Швидкість подачі заготовки, м/хв | 10 |
| Товщина оброблюваної заготовки, мм | 6÷50 |
| Товщина кромочного матеріалу (в рулонах), мм | 0,4÷3,0 |
| Товщина кромочного матеріалу (в окремих смугах), мм | 3,0 |
| Мінімальна ширина оброблюваної заготовки, мм | 65 |
| Мінімальна довжина оброблюваної заготовки, мм | 250 |
| Мінімальна відстань між сусідніми заготовками при подачі, мм | 600 |
| Робочий тиск стисненого повітря, бар | 6 |
| Продуктивність аспіраційної установки, м3/год | не менш 1000 |
| Довжина верстата, мм | 4150 |
- Ціна: 1 679 250 ₴